Autor: Artur P. | Właściciel lakierni proszkowej, 15 lat doświadczenia | Czas czytania: 10 minut
Kratery w malowaniu proszkowym (rybie oczka): przyczyny, diagnostyka i rozwiązania
Był piątek, godzina 14:00. Miałem wydać pomalowane felgi premium. Klient czekał na parkingu z przyczepą. I wtedy zobaczyłem — na każdej feldze dziesiątki małych kraterów, jakby ktoś posypał je drobnym piaskiem.
Panika? Przez pierwsze 30 sekund. Potem włączył się system diagnostyczny, który wypracowałem przez lata.
Kratery w malowaniu proszkowym zwane też fish eyes — to jedna z tych wad, która pojawia się nagle, bez ostrzeżenia, i potrafi zrujnować najlepszy dzień w lakierni. Małe, okrągłe zagłębienia z widocznym podłożem w środku. Jak kratery po meteorycie.
W tym artykule wyjaśniam skąd się biorą, jak je bezbłędnie diagnozować i — co najważniejsze — jak raz na zawsze wyeliminować ich przyczynę. Wiedza z 15 lat pracy we własnej lakierni proszkowej.
Czym są kratery (fish eyes) w malowaniu proszkowym?
Krater to okrągłe zagłębienie w powłoce proszkowej, które pojawia się po wypaleniu w piecu. W środku widoczne jest podłoże — metal lub podkład. Krawędzie krateru są zazwyczaj lekko uniesione, powierzchnia wokół bywa zafalowana.
Kluczowy fakt: krater nie powstaje w piecu. Przyczyna jest obecna przed wygrzewaniem — na powierzchni metalu, w proszku lub w sprężonym powietrzu. Piec tylko ją ujawnia. Dlatego szukanie winy „w piecu” to najczęstszy błąd diagnostyczny.

Krater a fish eye — czy to ta sama wada?
W praktyce lakierniczej obie nazwy oznaczają ten sam defekt. Niektórzy rozróżniają:
- Krater — zagłębienie z widocznym podłożem, całkowity brak ciągłości powłoki
- Fish eye — zagłębienie z powłoką na dnie, z charakterystycznym uniesionym „pierścieniem”
Przyczyna i rozwiązanie są identyczne. W tym artykule używam obu nazw wymiennie.
Dlaczego powłoka „ucieka” i tworzy krater?
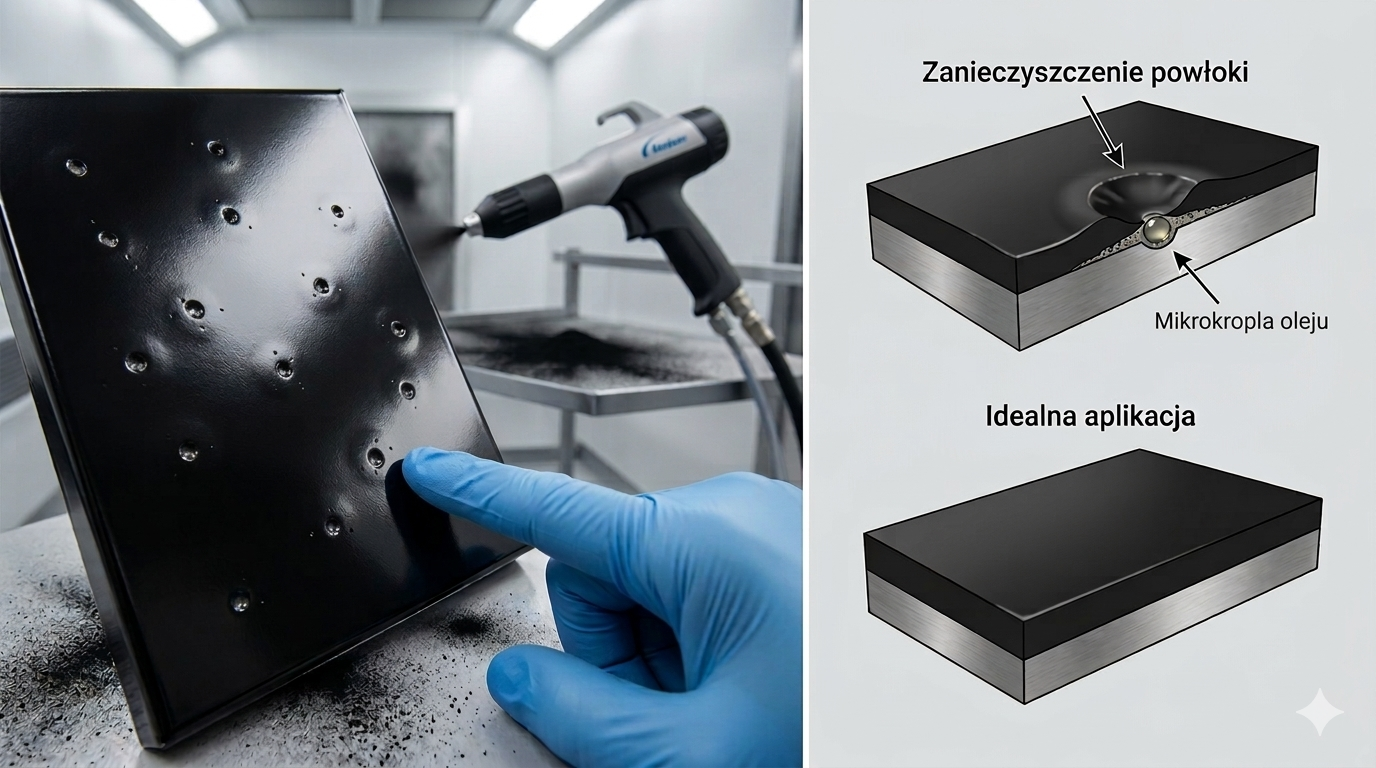
To czysta fizyka. Gdy proszek topi się w piecu i zaczyna płynąć, zachowuje się jak ciecz. Ciecz rozprzestrzenia się zgodnie z napięciem powierzchniowym — im wyższe napięcie powierzchniowe metalu, tym lepiej ciecz go zwilża i równomiernie pokrywa.
Zanieczyszczenie (olej, silikon) drastycznie obniża napięcie powierzchniowe w danym miejscu. Stopiony proszek „ucieka” od zanieczyszczonego punktu — dokładnie tak jak woda ucieka od tłustej plamy na patelni. W tym miejscu pozostaje krater.

Dlatego kratery są okrągłe i mają uniesione krawędzie — stopiony proszek zgromadził się wokół zanieczyszczenia, a nie na nim.
6 głównych przyczyn kraterów w malowaniu proszkowym
Przyczyna 1: Olej w sprężonym powietrzu — najczęstszy winowajca
To numer jeden. W mojej lakierni był przyczyną kraterów częściej niż cokolwiek innego.
Kompresor bez sprawnego układu filtracji oleju to bomba z opóźnionym zapłonem. Olej trafia do przewodów, stamtąd do pistoletu i osiada na detalu jako niewidoczna warstwa. Po wygrzewaniu — kratery gotowe, równomiernie rozmieszczone na całej powierzchni.
Jak sprawdzić: Przedmuchaj pistolet na białą kartkę papieru. Tłuste, żółtawe plamy? Masz problem z olejem.
Rozwiązanie — kompletny system filtracji:
Sprężone powietrze w lakierni musi spełniać normę ISO 8573-1. Dla malowania proszkowego wymagana klasa to minimum:
- Olej: klasa 1 — maksymalnie 0,01 mg/m³ (praktycznie zero)
- Woda: klasa 4 — punkt rosy maksymalnie +3°C
- Cząstki stałe: klasa 2 — cząstki do 1 µm
Żeby osiągnąć te parametry, potrzebujesz układu filtracji w kolejności:
- Separator cyklonowy — za kompresorem, usuwa duże krople wody i cząstki stałe
- Osuszacz — konieczny element, nie opcja (szczegóły w Przyczynie 2)
- Filtr koalescencyjny (filtr oleju) — klasa H lub lepiej wg ISO 8573, zatrzymuje mgłę olejową
- Filtr końcowy — bezpośrednio przed pistoletem, ostatnia linia obrony
Filtry koalescencyjne mają wskaźnik zatkania — sprawdzaj go co tydzień. Wymiana co 3 miesiące przy intensywnej pracy, niezależnie od wyglądu wkładu. Zapchany filtr przepuszcza tyle samo oleju co brak filtra.
Przyczyna 2: Brak osuszacza — błąd krytyczny
Wielu lakierników ma filtry, ale nie ma osuszacza — i to jest fundamentalny błąd. Filtr koalescencyjny usuwa mgłę olejową i duże krople wody, ale nie usuwa pary wodnej. Para wodna przechodzi przez każdy filtr mechaniczny bez przeszkód.
Osuszacz chłodniczy (najpopularniejszy wybór) schładza powietrze, para wodna skrapla się i jest odprowadzana. Punkt rosy po osuszaczu chłodniczym: +2°C do +10°C — wystarczający dla lakierni w normalnych warunkach.
Osuszacz adsorpcyjny (z silikażelem lub sitami molekularnymi) osiąga punkt rosy -20°C do -40°C — konieczny gdy pracujesz w niskich temperaturach lub masz szczególnie wymagające powłoki.
Dlaczego to ważne: Para wodna skrapla się w chłodniejszych częściach instalacji i trafia do pistoletu jako mikrokropelki. Na detalu tworzą mikroskopijne „wyspy” — po wypaleniu proszek nie ma czego zwilżać. Zostają kratery.
Jesień i zima to szczyt problemów — temperatura spada, kompresor pracuje ciężej, kondensacja gwałtownie wzrasta. Kratery pojawiające się sezonowo? Wilgoć jest pierwszym podejrzanym.
Jak sprawdzić: Skieruj strumień powietrza na suchą dłoń przez kilka sekund. Czujesz chłód i wilgoć? Sprawdź separatory — kiedy ostatnio był odpuszczany kondensat?
Osuszacz zwraca się po kilku reklamacjach od klientów. To nie luksus — to podstawa profesjonalnej lakierni.
Przyczyna 3: Zanieczyszczenie silikonowe — najgroźniejszy wróg
Najgorszy rodzaj krateru. Silikon nie daje się usunąć zwykłym odtłuszczaczem i może zakazić całą kabinę lakierniczą na długo.
Silikon pochodzi z miejsc, o których często nie myślisz:
- Spraye konserwujące (WD-40 klasyczny zawiera silikon)
- Smary do zawiasów i uszczelek
- Pasty polerskie i środki do pielęgnacji samochodów
- Krem do rąk pracownika, który dotknął detalu
Silikon jest powierzchniowo aktywny — rozprzestrzenia się w ultra-cienkich warstwach i „zaraża” sąsiednie powierzchnie. Raz wprowadzony do kabiny potrafi dawać problemy przez tygodnie.
Jak rozpoznać: Kratery nawracają mimo wielokrotnego czyszczenia. Środek krateru jest gładki i „odpychający”. Przetrzej podejrzane miejsce palcem, nałóż kroplę wody — na silikonowej powierzchni woda kulkuje zamiast się rozlewać.
Rozwiązanie: Specjalne środki antysilikonowe (nie zwykły zmywacz). Przemycie całej kabiny, haków i instalacji. I żelazna zasada — absolutny zakaz używania produktów silikonowych w strefie przygotowania powierzchni i aplikacji. To nie zalecenie — to warunek działania lakierni.
Przyczyna 4: Niewystarczające odtłuszczenie detalu
Klasyczna przyczyna. Na metalu zostaje cienka warstwa oleju maszynowego, chłodziwa z obróbki CNC, preparatu antykorozyjnego z transportu — albo po prostu odciski palców.
Szczególnie podstępne są:
- Nowe detale z obróbki CNC — pokryte chłodziwem, które pozornie „wyschło”
- Elementy klienta — nie wiesz czym były konserwowane i jak przechowywane
- Blacha ze stempla lub gięcia — smar z matrycy zostaje na metalu w miejscach kontaktu
- Detale po spawaniu — topnik spawalniczy, olej z prowadnic palnika
Jak rozpoznać: Kratery w powtarzalnych miejscach — tam gdzie trzymano detal, gdzie był kontakt z maszyną. Skupiska, nie losowe rozmieszczenie.
Rozwiązanie: Dwuetapowe odtłuszczanie — silny środek wstępny, potem czysty izopropyl. Po odtłuszczeniu — zakaz dotykania gołymi rękami. Zawsze rękawiczki nitrylowe jednorazowe.
Przyczyna 5: Gazy z aluminium i odlewów
Aluminium — szczególnie odlewy ciśnieniowe — zawiera mikroporowatości wypełnione gazem. Przy nagrzewaniu w piecu gazy wydostają się przez stopioną powłokę i tworzą kratery od wewnątrz.
Dlatego felgi aluminiowe wymagają odgazowania przed malowaniem: 180–200°C przez 30–45 minut w piecu przed aplikacją proszku. To wypędza gazy zanim nałożysz farbę.
Jak rozpoznać: Kratery tylko na aluminium i odlewach, nie na blasze stalowej. Często nieco większe i głębsze niż przy zanieczyszczeniach olejowych.
Pomijanie odgazowania przy felgach gwarantuje problemy — szczególnie przy felgach regenerowanych, gdzie struktura metalu jest już naruszona.
Kup praktyczny Poradnik Malowania Proszkowego — 129 zł →Przyczyna 6: Zanieczyszczona farba lub zawilgocony proszek
Proszek magazynowany w złych warunkach wchłania wilgoć. Zawilgocony klei się, nie rozpyla równomiernie i po wypaleniu zostawia defekty.
Jak sprawdzić: Szczyptę proszku potrzyj między palcami. Sypki jak mąka — OK. Zbryla się, wilgotny — do wyrzucenia.
Jak rozpoznać: Kratery pojawiają się nagle po otwarciu nowej partii farby, mimo że nic innego się nie zmieniło.
Rozwiązanie: Przechowuj proszek poniżej 25°C, w szczelnie zamkniętych pojemnikach. Proszek ma datę ważności — po roku w złych warunkach traci właściwości.
Diagnostyka krok po kroku — metoda STOP-O-A-T-W
Gdy widzisz kratery — nie działaj na oślep. Zmiana wszystkiego naraz gwarantuje, że nie będziesz wiedzieć co pomogło. Problem wróci.
STOP — Zatrzymaj produkcję. Nie maluj kolejnych detali.
OBSERWUJ — Opisz dokładnie co widzisz: ile kraterów, jak rozmieszczone, co w środku.
ANALIZUJ — Interpretacja wzorca:
| Co widzisz | Prawdopodobna przyczyna |
|---|---|
| Kratery równomiernie na całym detalu | Olej lub wilgoć w sprężonym powietrzu |
| Kratery w losowych skupiskach | Zanieczyszczenie silikonowe |
| Kratery tam gdzie trzymano detal | Brak odtłuszczenia, odciski palców |
| Kratery tylko na górnej powierzchni | Zanieczyszczenia opadające z haków lub kabiny |
| Kratery tylko na aluminium / odlewach | Brak odgazowania |
| Kratery po nowej partii farby | Zawilgocony proszek |
| Kratery pojawiły się sezonowo (jesień/zima) | Wilgoć w systemie powietrza |
TESTUJ — Sprawdź hipotezę na próbnej blasze, nie na detalu klienta. Przedmuchaj pistolet na kartkę. Umyj próbkę od nowa. Wymień filtr i powtórz test.
WDRAŻAJ — Dopiero gdy test potwierdzi diagnozę, działaj na produkcji.
Wróćmy do felg z piątku: kratery równomiernie na każdej feldze — wzorzec systemowy. Test na kartce — żółte tłuste plamy. Filtr przeterminowany. Nowe filtry, czyszczenie instalacji. Felgi gotowe w poniedziałek, klient zadowolony.
Co zrobić z detalem, który już ma kratery?
Tego brakuje w większości artykułów na ten temat.
Nie wrzucaj z powrotem do pieca — ponowne wygrzewanie nie naprawi krateru. Powłoka jest już za twarda, nie „wróci” w zagłębienie.
Procedura naprawy:
- Najpierw ustal i wyeliminuj przyczynę
- Zeszlifuj wadliwą powłokę papierem P120–P180 (lub do metalu przy dużych kraterach)
- Odtłuść ponownie
- Nałóż proszek i wypal zgodnie z parametrami
Przy pojedynczych kraterach — naprawa punktowa jest możliwa. Przy kraterach rozsianych po całym detalu — szlifowanie całości i powtórne malowanie to jedyne sensowne rozwiązanie.
Harmonogram prewencji
Codziennie:
- Odpuść kondensat ze zbiornika kompresora i separatorów
- Sprawdź wskaźnik filtra koalescencyjnego
- Rękawiczki nitrylowe przed obsługą umytych detali
- Zakaz produktów silikonowych w strefie lakierniczej
Co tydzień:
- Test pistoletu na białej kartce (olej i wilgoć)
- Ocena stanu proszku
- Czyszczenie haków
Co miesiąc:
- Pełny przegląd systemu filtracji
- Czyszczenie kabiny środkiem antysilikonowym
- Sprawdzenie działania osuszacza
Co kwartał:
- Wymiana wkładów filtrów koalescencyjnych — niezależnie od wyglądu
- Przegląd serwisowy kompresora
Przy każdej nowej partii detali:
- Pytaj klienta o sposób konserwacji i przechowywania
- Detale z obróbki CNC — zakładaj obecność chłodziwa, myj agresywniej
- Aluminium i odlewy — zawsze odgazowanie przed malowaniem
Kratery a skórka pomarańczy — jak je odróżnić
| Cecha | Krater (fish eye) | Skórka pomarańczy |
|---|---|---|
| Wygląd | Okrągłe zagłębienie, widoczne podłoże | Nierówna tekstura na całej powierzchni |
| Rozmieszczenie | Losowe lub skupiskowe | Równomierne, na całym detalu |
| Krawędź | Uniesiona, ostra | Brak wyraźnej krawędzi |
| Przyczyna | Zanieczyszczenie | Zła aplikacja lub wygrzewanie |
| Rozwiązanie | Czystość systemu i detalu | Technika aplikacji i parametry pieca |
Więcej o tym jak grubość powłoki i jakość przygotowania powierzchni wpływają na trwałość przeczytasz w artykule Trwałość malowania proszkowego — ile lat wytrzyma powłoka?
Czego absolutnie nie rób gdy pojawiły się kratery
- Nie wrzucaj detalu z powrotem do pieca — nie naprawi kraterów
- Nie zmieniaj wszystkiego naraz — nie będziesz wiedzieć co pomogło
- Nie ignoruj regularnych kraterów — to sygnał systemowy, nie przypadek
- Nie używaj WD-40 ani sprayów silikonowych w strefie lakierniczej — nigdy
- Nie oszczędzaj na filtrach — wkłady mają żywotność niezależną od wyglądu
Podsumowanie
Kratery w malowaniu proszkowym mają zawsze konkretną przyczynę. W 7 na 10 przypadków to problem ze sprężonym powietrzem — olej lub wilgoć. Reszta to zanieczyszczenia na metalu lub silikon.
Trzy rzeczy, które eliminują kratery raz na zawsze: kompletny system filtracji z osuszaczem, zakaz silikonu w strefie lakierniczej i systematyczna diagnostyka według wzorca.
Kompletny rozdział troubleshootingu — tabela diagnostyczna dla 95% wad powłoki, parametry aplikacji i gotowe procedury naprawcze — znajdziesz w moim przewodniku po malowaniu proszkowym. 130 stron wiedzy z 15 lat codziennej pracy w lakierni.
Kup praktyczny Poradnik Malowania Proszkowego — 129 zł →Masz kratery których tu nie opisałem? Napisz w komentarzu — postaram się pomóc.
Zostaw odpowiedź